↩ Naval Ordnance, 1937 — Full Table of Contents
Chapter III of Naval Ordnance, 1937 covers elementary interior ballistics — the science of projectile motion while inside the gun. Topics include the stages of powder combustion (ignition, inflammation, combustion), forms of powder grain and web thickness, development of pressure within the gun bore, progressive vs. instantaneous combustion, mean and maximum pressure, distribution of powder energy, and the derivation of the Le Duc interior ballistic formulas (articles 301–321). Seven analytical figures, two formula images, and two reference tables are included.
Section I — Preliminary
301. Ballistics is the science of the motion of projectiles. It is divided into two branches, interior and exterior ballistics. The former treats of the motion of the projectile while in the gun and the phenomena which cause and attend this motion. The latter treats of the motion of the projectile after it leaves the gun. The connecting link between the two branches is the muzzle velocity of the projectile, both direct and rotational. The field of interior ballistics comprises the determination of the velocity of the projectile while in the bore, including the muzzle velocity; the determination of the pressure produced within the gun when the projectile is at any point of its travel in the bore; the manner in which the powder burns; and the changes produced in the velocity and pressures by a change in one or more of the variable elements, such as the weight of projectile or powder, or the elements of the gun (i.e., the volume of powder chamber, and length and diameter of the bore). These considerations are intimately connected with (a) the design of the gun, which must be made of such strength as to safely withstand the pressures produced, and of such interior dimensions as to satisfy the requirements of the phenomena attending explosion; (b) the design of the powder, which must be so constituted chemically and so shaped physically as to produce the required amount of energy at the required rate.
302. Definitions.—Several definitions necessary to clearness in the ensuing pages are here given: (a) The powder chamber is that portion of the gun wherein the powder is contained before the firing of the gun. Since the projectile is seated at the forward end of the chamber and the gun is closed at the rear end by the breechblock, it may be seen that at the instant of firing and until the movement of the projectile, the powder chamber becomes the container of the powder gases. (b) The bore of the gun is that part wherein the gun is of a uniform inside diameter, from muzzle to powder chamber. The length of the bore represents the total travel of the projectile in the gun. (c) The rifling is the spiral grooves cut into the surface of the bore for its entire length. Rifling imparts to the projectile a rotational velocity. (d) Initial velocity is the translational velocity at which the projectile leaves the muzzle. It is also called muzzle velocity.
Section II — The Powder Within the Gun
303. The progress of the reaction of the powder in a gun may be divided into three stages: ignition, inflammation, and combustion. (a) Ignition.—Ignition is the setting on fire of a part of the grain or charge. It results from the application of sufficient heat to raise the temperature of the powder to the point where rapid chemical decomposition takes place. When the powder is thus ignited, the reaction proceeds without further external aid, and rapid evolution of gases, with heat and flame, results. The time necessary for ignition varies with the kind of powder and its condition. A dry powder ignites more readily than a damp powder; a rough grain more readily than a smooth grain. Black powder ignites more readily than smokeless powder, although its ignition temperature is higher. This is because the heat conductivity of smokeless powder is greater than that of black powder, and the local heating therefore takes place more slowly. For this reason, charges of smokeless powder are ignited through small ignition charges of black powder, the burning of which envelops the grains of the smokeless powder with an intense and somewhat sustained flame. The ignition charges themselves are ignited by a flame from a primer which is fired by electricity or by percussion.
(b) Inflammation.—Inflammation is the spreading and development of the flame over the whole surface of the grain or charge. The burning of smokeless powder takes place always upon the surface, a new layer becoming ignited as the preceding one burns away. Each charge or section of smokeless powder is provided with a sufficient ignition charge of black powder to produce throughout the powder chamber a volume of flame which will surround each grain of smokeless powder and ignite its surface. This inflammation is aided by the pressure due to the gases from the ignition charge.
(c) Combustion.—Combustion is the burning of the inflamed powder from layer to layer upon the surface. In the absence of pressure, for instance in the open air, this combustion is very slow. When the powder is burned in a gun, or in other confined space, the combustion is greatly accelerated, due to the pressure of the resulting heated gases upon the surface of the grains. The rate of combustion depends not only upon the pressure of the gases surrounding the burning powder, but also upon the temperature of these gases. Their temperature depends upon the composition of the powder and the conditions under which the combustion takes place. The rate of combustion of different powders varies also with the amount of remaining volatiles in the powder after drying. The greater the percentage of volatiles (ether and alcohol) the slower is the rate of burning. A similar effect is produced by a stabilizer and moisture, an increase in the percentage of either of these causing a reduction in the rate of combustion.
304. The progressive burning property of smokeless powder is made use of in controlling the evolution of gases, to get the desired regulation of pressures. This is done by varying the size and shape of the grains, which will determine the rate at which gases are evolved, other conditions being equal, since it is evident that with equal rates of combustion the rate of evolution of gases will be proportional to the area over which combustion is taking place.
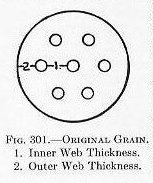
The desirability of having a form of grain which presents constantly increasing burning surfaces during the progress of combustion has previously been referred to. Solid grains give the least progressive form, since their burning surface constantly decreases as combustion proceeds inward from the surface. The best form of solid grain is a flat strip, since its burning surface decreases least rapidly. The form of grain adopted by the United States Navy to give progressive burning is the perforated cylinder. Cylindrical grains with single central perforation are used in many small-arms powders and powders for small-caliber guns. Single perforated grains have a practically constant burning surface. A cylindrical grain with seven perforations is used in the large caliber United States Navy guns. The cross-section form of this type of grain is shown in Fig. 301. The principal dimension used in designing powder grains is the least dimension between burning surfaces. Since the burning takes place at equal rates in each direction, under equal conditions, the time taken to burn through this least dimension determines in general the time occupied by the combustion of the whole grain. This dimension is called the “web thickness.” In solid grains the web thickness is the least dimension of the grain; for single perforated cylindrical grains the web thickness is (D−d)/2, where D is the diameter of the grain and d the diameter of the perforation. For multi-perforated cylindrical grains the web thickness is D−3d/4, where D is the diameter of the grain and d the diameter of the perforations.
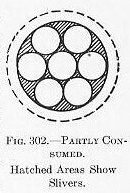
Multi-perforated cylindrical grains have an increasing burning surface, since combustion proceeds from the outer diameter inward and from the perforations outward. These grains therefore give progressively increasing volumes of gas up to the instant when the inner burning surfaces meet and the grain separates into solid slivers. It may be seen that in a standard cylindrical grain with seven perforations, the web thickness increases with the diameter of the grain, and that the ratio of the area exposed for burning to the volume of powder in the grain is smaller for larger grains. Therefore, larger grains result in slower evolution of gas, and vice versa. Figure 302 illustrates the progress of combustion in a multi-perforated grain up to the instant when slivers are formed. From this instant the burning surface decreases and the powder burns less progressively. In firing reduced charges, the combustion of the grain is often incomplete due to the lower pressures generated, and unburned slivers of powder are frequently found outside the gun, being blown out by the rush of powder gases when the projectile emerges from the muzzle.
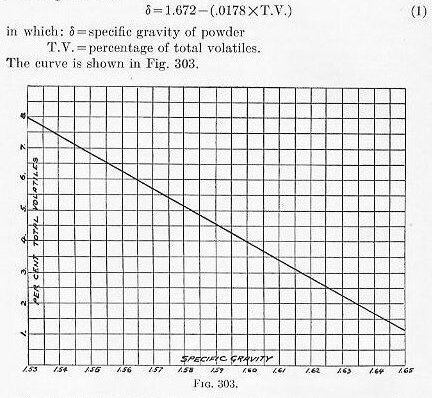
305. The specific gravity of a powder is, by standard definition, the ratio of the weight of a given volume of powder to the weight of an equal volume of water, at standard temperature. To obtain this ratio for small grains, the mercurial densimeter may be used; for large grains the grain may be weighed in air and in water. The difference of the two weights obtained in this manner is the weight of a volume of water equal to the volume of the grain. The weight in air divided by the weight in water is then the specific gravity of the powder. The specific gravity of smokeless powders in our services varies but little, since for all sizes of grain the basic composition and method of manufacture are the same. There is a variation between about 1.54 and 1.62, however, caused by differences in remaining volatiles and moisture content. The relation is an inverse one, the specific gravity decreasing with an increase in the percentage of remaining volatiles and moisture. As the larger grains are dried to a volatile content proportionally greater than are the smaller grains, it is found that the larger grains have the smaller specific gravity. The specific gravity varies inversely as the total amount of volatiles in accordance with the following formula:
306. When the powder charge burns in a gun, a large quantity of highly heated gases is formed. For a given weight of powder, the total quantity by weight of such gases is constant, and is equal to the weight of the powder charge, since all of the smokeless powder is converted into gas. Now, if the powder charge is entirely consumed before the projectile moves, the container for these gases is evidently the powder chamber only, and the large quantity of the gases, confined within the chamber and at a high temperature, tends to produce pressure so high as to endanger the gun. Hence, if all of the charge is consumed before motion of the projectile begins, but a small charge may be used with safety and the total amount of gases, or the total energy of the powder charge, must be correspondingly low. If, however, the projectile commences to move after but a portion of the powder charge has been consumed, the space for expansion of the powder gases becomes greater and a larger quantity of gas may be contained without undue stress on the gun. Hence a larger powder charge may be employed and the total energy of the propelling charge for the gun may be increased.
As the projectile moves, the powder is consumed, and is eventually all burned while the projectile is in the gun, but not, as above, before the projectile has moved from its seat. It is necessary, then, to use a powder of such speed of burning that the projectile has left its seat and moved forward before the powder is all consumed. It must be noted, however, that the speed of burning must not be so slow that any part of the powder is unconsumed when the projectile has left the gun, for obviously such remaining portion is wasted. The time of burning of a powder, under a given standard pressure, is dependent upon its nitration, its remaining volatiles, the shape of the grain, and the web thickness. Our practice is to keep nitration and shape of grain uniform, to restrict the remaining volatiles within narrow limits defined by the size of the grain, since it is more difficult to drive out the volatiles from the larger grains, and to obtain the variation in speed of burning by using different sizes of grains.
307. The powder must be fitted to the gun, i.e., the proper or most suitable size of grain must be found, in order that we may have the desiderata noted above: a charge only partly consumed when the projectile starts to move, so that no dangerous pressures may be caused, and yet wholly consumed before the projectile leaves the muzzle, in order that the optimum of the total energy of the powder may be utilized. These general ideas will be delimited more clearly later, but with this conception of the necessity of selecting the powder for the gun the analysis of the development of the pressure inside the gun may now be considered.
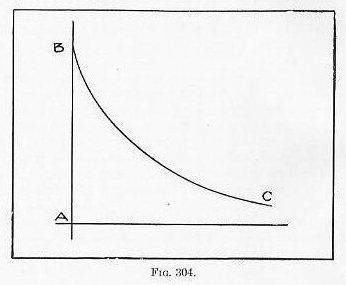
308. First consider the simplest case, an instantaneous combustion with an adiabatic expansion. The curve of pressure within the gun, using pressures as ordinates and travel of the projectile as abscissas, is therefore plotted as in Fig. 304, taking the form BC, the standard adiabatic curve of thermodynamics. The area under the curve, between the ordinate AB and the ordinate at any other point, represents the energy stored in the projectile, or the work done upon the projectile up to that point. It is possible to compute such areas and to obtain approximate formulas giving the velocity of the projectile in the gun and the corresponding pressure at any point of travel of the projectile within the gun.
309. The foregoing applies to an instantaneous powder. However, it has been seen that a powder not instantaneous, but one which affords a progressive combustion, must be employed. For such a powder (i.e., progressive), the pressure will start from zero and will rise at first very quickly, on account of the production of gases, but soon the motion of the projectile, increasing the capacity of the powder chamber, will have the effect of reducing the pressure. For a while the increase of pressure due to the combustion of the powder will be greater than the reduction due to the motion of the projectile, and the pressure will continue to rise; but eventually the increase will be exactly balanced by the reduction and at this point, M, the maximum pressure will occur. After that, the production of gas will not be sufficient to compensate for the increase in volume, the pressure will decrease, and when the powder is completely burned the curve will take the adiabatic form. The curve of progressive powder AM is shown by a full line; that of the instantaneous combustion by dotted line (Fig. 305).
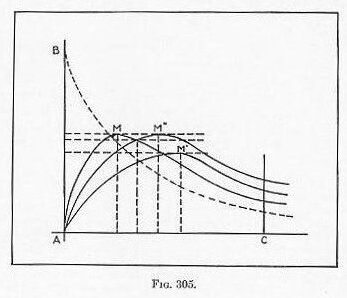
310. The charges and the potential (or heat units) of the powders being the same, the curves, when indefinitely produced, will have the same area, and this is why at a certain point the curve of progressive powder runs higher than the other. If C is the muzzle of the gun, we see that the lost energy is greater with the progressive combustion, and consequently the efficiency of the powder is smaller. Assuming that the powder to which curve AM corresponds belongs to a category whose combustion is still relatively quick, we see that the passage of the powder from instantaneous to progressive combustion results in a drop of the maximum pressure from B to M. Should we pass, now, to a combustion still slower, with a charge of the same weight and a powder of the same composition, the maximum pressure will fall from M to M′, but as the area of curve AM, infinitely expanded, equals the area of AM′, also infinitely expanded, at a certain point AM′ will rise above AM and more loss is indicated at C, which proves that the efficiency of the slow powder is less than that of the quicker powder. In very slow powders the grains are not entirely consumed before the projectile leaves the muzzle and a greater loss of efficiency results. Since the use of a slower powder allows the lowering of the maximum pressure, with a reduction, it is true, of the initial velocity, one is led to inquire if, by increasing the charge of the slower powder in such a way as to keep the same maximum pressure as that of the quicker powder, it is not possible to obtain more velocity than with the quicker powder. This is effectively what happens. The curve of pressure takes the direction AM″, and there is a notable increase in the initial velocity in the same gun, for the average or mean pressure down the bore is greater.
It is possible, then, by using larger and larger charges of slower and slower powders, between certain limits at least, to obtain more and more velocity without going beyond the maximum pressure permissible in the gun. But the efficiency of the powder will be less and less, as shown by the lost pressure at the muzzle, this loss being measured by the height of the ordinate above the point C. To get more work from the powder the gun should be lengthened as much as the service conditions permit.
These considerations explain the experimental results obtained when, in a given gun, increasing charges of slower powders are fired, maintaining such weights of charges as to keep a constant maximum pressure. The muzzle velocities increase at first until the successive increases become very small in proportion to the added weight of charge. The powder finally arrived at is “the maximum powder,” at the given pressure, for the weight of projectile used. Because of this small gain, the use of the maximum powder is not advantageous. It is all the less so, since the velocity tends to become irregular, the amount of powder not completely burned varying from one shot to another. If there are fired, at the constant maximum pressure, powders slower than this maximum powder, the velocities decrease, the fraction of powder unburned increasing. The problem of the determination of the most advantageous conditions of loading consists in obtaining, with a given maximum pressure and weight of projectile, the maximum muzzle velocity compatible with a satisfactory regularity, indispensable to proper control of fire. The powder to employ is therefore that which immediately precedes “the maximum powder.”
It will not be advantageous, then, to fire a slow powder in a gun not previously built for it. Besides, the regularity in the initial velocity of a gun is closely connected with the efficiency of the powder — the greater the efficiency the greater the regularity. When the efficiency is so low that unburned powder remains, considerable irregularity may result. It will be noted that with the slower powders the point of maximum pressure moves toward the muzzle of the gun, and the pressures throughout the subsequent travel of the projectile are higher, thus necessitating stronger construction for the chase of the gun.
Mean Powder Pressure
311. The mean pressure is an imaginary constant pressure, which, acting upon the base of the projectile during its travel in the bore, would give the projectile an initial velocity equal to that actually obtained by the pressure acting as above described, or, in other words, would, when drawn on the curve, produce a work area equal to that of the curve of pressures shown. This follows, since for equal muzzle velocities, representing equal energies delivered at the muzzle, the work areas must necessarily be equal. With the mean pressure a good idea can be had of the distribution of pressures in the gun by comparing the mean to the maximum pressure.
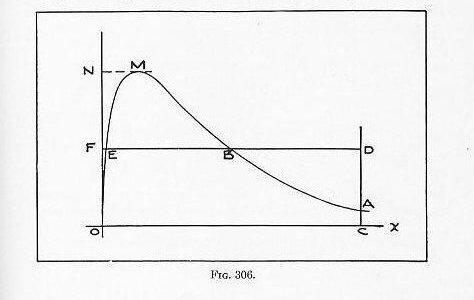
Assuming (Fig. 306) a quick powder, whose curve takes the shape OMA, the mean pressure will be drawn in such a way that the area OFDC equals the total area under the curve; the expression OF/ON represents the ratio of the mean pressure to the maximum pressure.
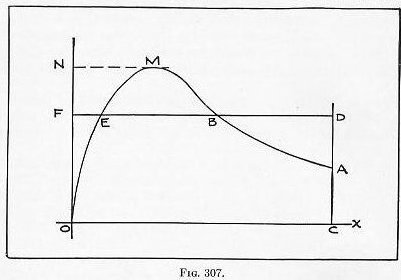
Assuming (Fig. 307), on the other hand, a slow powder, whose pressure curve, OMA, takes a more flattened shape, the ratio OF/ON of the mean to the maximum pressure will be greater than the preceding one. There results from this that the ratio of the mean to the maximum pressure will give, by comparison, some information about the qualities of the powder used. The mean pressure can easily be computed from the relation:
The foregoing discussion gives an understanding of the meaning of quick and slow powder. A scale of relative quickness can be established, starting from the quickest, the powder of instantaneous combustion, in which OF/ON is a minimum, and proceeding to the imaginary powder in which the maximum pressure is constant and, consequently, equal to the mean pressure. In naval guns OF/ON varies from 0.47 to 0.77.
Distribution of Work
312. The following conclusions may be drawn from a study of the representative curves of various powders and attendant data:
- An instantaneous or very quick powder cannot be used as it would require too strong (heavy) a gun, especially at the breech, to withstand the enormous pressure necessary for high muzzle velocity.
- Using the same weight of charge, a slow powder produces a smaller maximum pressure than a quick powder and attains this maximum pressure later in the travel of the projectile.
- Increasing the weight of the charge of powder of given quickness, increases the maximum pressure attained, and causes it to occur sooner in the travel of the projectile.
- With a slower powder the ratio of mean pressure to maximum pressure is increased.
- Quick powders require a heavier breech and slow powders a heavier chase and muzzle.
- Slower powders are less efficient because of more lost energy at the muzzle.
- Less efficient powders give less regularity of muzzle velocity.
- By using larger and larger charges of slower and slower powders, keeping the maximum pressure constant, the muzzle velocity is increased (within certain limits at least).
313. Two important points in the foregoing analysis have, for the sake of simplicity, been omitted: (a) In constructing the pressure curves, the curve has, in all save the curve for instantaneous combustion, been drawn through the origin, assuming zero pressure for zero travel of projectile and a small pressure for a minute travel thereof. In practice, however, the pressure must rise above the pressure of forcing before the projectile begins to move. This pressure of forcing is caused by the inertia of the projectile partly, but mainly by the resistance offered to its passage by the rotating band before it has been forced into the original rifling. This necessary pressure is from 3 to 5 tons per square inch.
(b) The curve of pressures with its resultant work area represents only the work done in imparting translational velocity to the projectile. The total energy of the powder, equivalent to its weight in pounds times chemical potential heat energy per pound, is employed in: (1) Imparting translational velocity to the projectile. (2) Heating the projectile and gun. (3) Minutely expanding the gun. (4) Accelerating the powder gases, which have a weight equal to that of the charge of unburned powder. (5) Imparting translational velocity to the gun (recoil). (6) Minor losses such as the rotational velocity of the projectile, forcing, friction, etc. (7) Muzzle loss.
314. Since only the useful work is shown by the work area under the curve, we may expect that the pressure curve for all work done, and therefore for the actual pressure in the gun, should run higher than that drawn for the work done on the projectile alone. This is found to be the case, since the actual pressures as measured by gauges are 12 to 15 per cent higher than the curve. If on the same figures we plotted the actual pressures against travel of projectile, the curves obtained would run everywhere higher than the ones actually shown, and the resulting increase of area (up to the muzzle C) could represent the work expended in items 2 through 6 above.
315. The potential of a powder is the total work that could be performed by a unit weight of the products of combustion when infinitely expanded without loss of heat, all the heat being expended in the performance of work. The potential of U.S. Navy smokeless powder as computed, by laboratory methods, has been variously stated to be from about 560 foot-tons to about 653 foot-tons per pound of powder, the value arrived at depending mostly on the methods used in the computation. The potential or total energy realized from a pound of powder when fired in a gun is no more fixed a quantity than is indicated by the figures given above, for the energy produced varies with the characteristics of the gun and charge and the weight of projectile. The useful energy obtained per pound of powder may easily be computed, however, by evaluating the kinetic energy of the projectile when it leaves the muzzle. If:
The useful energy obtained per pound of powder in naval guns, as computed by the above formula, varies from about 120 to about 190 foot-tons. If these figures are compared with the lower value of the computed energy given above (i.e., 560 foot-tons per pound) it may be seen that the efficiency of the powder varies from about 1/5 to about 1/3. No exact figure can be given for the amount of energy expended to perform non-useful work while the projectile is still in the gun (items 2 through 6, Art. 313b), but some ballisticians state that the amount is about 20 per cent of the energy imparted to the projectile. If this is correct, the total energy expended per pound of powder while in the gun is about 1/4 to about 4/10 of the total available. Therefore from 6/10 to 3/4 of the energy of the powder is carried away in the muzzle blast.
One ballistician, as the result of experiments with a small gun, gives the following table of percentages of total powder energy expended in the various items of work:
- Translation of projectile — 32 per cent
- Heat transferred to gun (includes friction) — 22 per cent
- Rotation of projectile — 0.14 per cent
- Recoil of gun — 0.12 per cent
- Residue (motion and heat of gases at muzzle, unburned powder, motion of air in bore, etc.) — 45 per cent
Section III — Development of Interior Ballistic Formulas
316. A gun must be constructed with several major conditions in mind, among which are the ballistic conditions. The gun must produce a given ballistic result, i.e., must expel a certain weight of projectile at a given muzzle velocity within practicable maximum pressures derived from experience in gun design. These conditions are the special field of the study of interior ballistics. The limits of pressure are governed both by practicable gun strength and ability of powder to withstand high pressures without detonating. The naval gunner desires a maximum muzzle velocity in order to get great range, with a flat trajectory and a minimum time of flight, which translates into a minimum danger space and minimum error of aim.
317. A mathematical analysis of the phenomena occurring in the gun, within the limits of certain simplifying assumptions, leads to the deduction of various formulas involving the characteristics of gun, powder, and projectile. Such formulas give the interrelation of the elements of pressure, velocity, travel of projectile in the bore, form of chamber and bore, weight of projectile, and weight and character of powder, so that when some of these elements are known the remainder may be found. The results obtained by the use of the formulas are not infallible but in general are close approximations to actual results obtained in firing. Calculated results are always tested by actual firing at the Proving Ground, to insure against inaccuracy. The calculations, however, provide a starting point for such tests. When information is desired in advance of any possible proof work, as in planning ammunition stowage and loading arrangements aboard new vessels, and in designing guns or powders, invaluable data are afforded by the application of interior ballistics formulas. In other words, while the results obtained from theory are not to be regarded as final without proof, yet the knowledge of the principles of interior ballistics is and has been vitally necessary to the development of naval ordnance.
318. Early experiments by Rodman (Art. 203), and the analyses connected therewith, unfortunately cut short by the needs of the service at the beginning of the Civil War, were followed up more thoroughly in France than in the United States. With few exceptions, the French artillerists have conducted the most exhaustive researches into interior ballistics. Emile Sarrau, engineer in chief of the French powder factories, was the first to derive, by exhaustive mathematical and experimental researches, formulas for the action in the gun of geometrically grained black powders. He considered the elements of granulation, density, and velocity of combustion of the grain — both in air and in the gun — and obtained working formulas which gave results confirmed almost exactly by experimental firings. Certain assumptions, necessarily not absolutely exact, were made to provide an initial point for mathematical analysis, and the constants employed in his formulas were so modified, after experimental firing, as to obviate the effect of these inexact assumptions. These assumptions were: (1) The gases expand adiabatically; this neglects heat expended in heating the walls of the chamber and bore of the gun; (2) the time required for the complete inflammation of the charge is negligible as compared with the time of combustion.
Sarrau’s formulas give expressions for the velocity and the pressure at any point of travel of the projectile. They have since been accepted with slight modifications by all ballisticians as standard for black powder. At the time these researches were published, in 1870, smokeless powder had not yet been developed. With the development and adoption of smokeless powders, it became apparent that the Sarrau formulas were not sufficiently accurate; in other words, did not fit the newer powders. This is not strange, when the great increase of time of combustion possible with smokeless powder is considered. With such an increase of time larger powder charges became practicable (without pressures unduly great), producing more powder gases, greater energy, and higher muzzle velocity. By reason of such changes the formulas of Sarrau, no longer accurate, have been to a large degree superseded, for smokeless powder use, by those of more recent investigators. Among these may be mentioned Gossot, Liouville, Crémieux, Charbonnier, and Le Duc of France; Glennon and Ingalls of the United States; and Brynk of Russia. In general, the effort of these investigators, with the exception of Le Duc, has been so to modify the Sarrau analysis and resultant formulas as to render them applicable to smokeless powder.
319. The Le Duc formulas, originally derived from the results of experiments for calculation of recoil pressures, did not give entirely consistent results for our powders. But, after a series of firings at the Naval Proving Ground, more accurate determination of certain exponents and coefficients of the formulas was obtained, which, together with the simplicity of the formulas, led to their adoption as the standard for interior ballistic problems. The formulas hence are semi-empirical, i.e., partly derived from theory and partly from the results of firing experiments. The Le Duc formulas of course are subject to revision as more exact methods of determination of velocities and pressures are introduced. They have, however, given good results. For example, in the case of the 16-inch 45-caliber gun, the powder charge and the maximum pressure, determined before the gun was built, were on actual firing found to be very nearly exact.
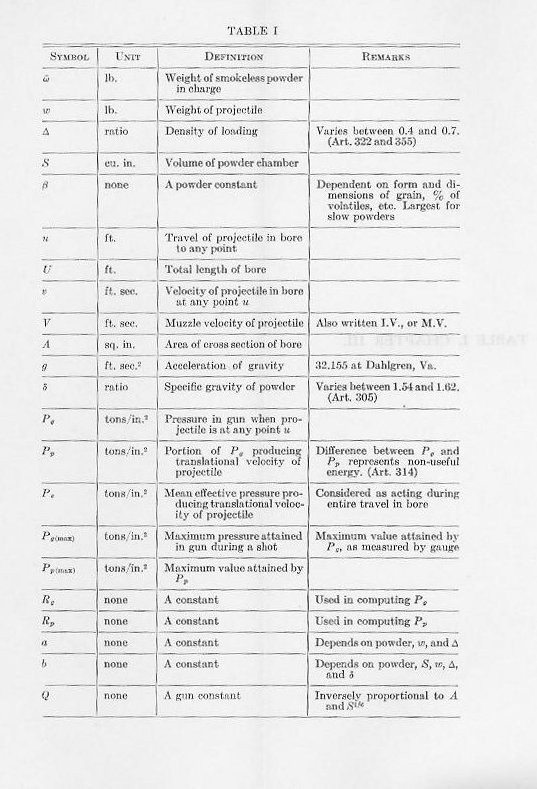
Derivation of Le Duc Formulas (See Table I for Explanation of Symbols)
320. By condition of loading is meant the powder used, the weight of charge, the density of loading, the volume and form of the powder chamber, and the weight of the projectile.
321. The density of loading is the ratio of the weight of the charge to the weight of a volume of water at standard temperature sufficient to fill the powder chamber.